Titolo impegnativo che vuole sottintendere, come già altre volte trattato, l’importanza del binomio commercialista-imprenditore in seno ad un valido, proficuo e continuativo sistema di Controllo di Gestione. Già, perché chi di tanto in tanto mi legge sa che a mio avviso un modello di controllo è davvero efficace quando sono presenti due aspetti fondamentali:
- Dati acquisiti non soltanto dal bilancio d’esercizio (direi in misura non maggiore al 30% dalle scritture contabili)
- Imprenditore che si adopera fianco a fianco con il professionista (non solo quindi un interlocutore occasionale da incontrare nel proprio studio una volta tanto)
Fatta questa debita premessa, passiamo a sviluppare in maniera semplice due concetti molto importanti: l’MPS e l’MRP.
Prendiamo a riferimento il solito imprenditore oleario (chi volesse trova gli articoli precedenti sul mio profilo o sul gruppo fb o lk “controllo di gestione commercialisti e consulenti”). Si parte dal budget di produzione quale pianificazione di lungo periodo. L’orizzonte temporale di riferimento è perlomeno un anno. I dati di budget saranno quindi basilari per lo sviluppo dell’MPS (master production schedule o piano principale di produzione) legato alla pianificazione delle vendite di medio periodo (6-12 mesi). L’MPS a sua volta si trova alla base dell’MRP (material requirement planning o pianificazione dei fabbisogni di materiali). L’MRP ha lo scopo di definire quali componenti e in che quantità devono essere presenti al fine di ottemperare alla produzione programmata (in funzione delle vendite).
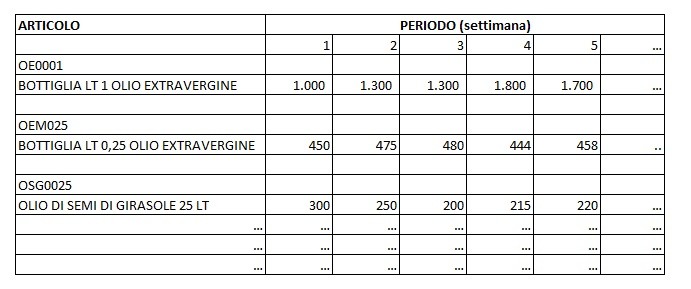
L’MPS, come anticipato punto di partenza dell’MRP, definisce una tabella in cui sono riportati per ogni riga gli articoli oggetto di produzione e vendita, mentre per ogni colonna i periodi di tempo successivi (a partire dall’immediato futuro, ad esempio le settimane immediatamente successive). I dati inseriti riguardano le quantità già ordinate e le previsioni di vendita definite dall’area commerciale (esempio tabella sotto) del codice prodotto OE0001 e seguenti.
Il piano di produzione è utile a fornire i fabbisogni di prodotti ma senza considerare la posizione di magazzino. I fabbisogni sono al lordo delle eventuali giacenze o degli eventuali ordini di acquisto/produzione già in corso. L’MRP invece, scende nel dettaglio dei componenti da utilizzare per realizzare i prodotti finiti in quella determinata settimana ed effettua il calcolo delle quantità da ordinare, o da produrre, di tutti i componenti del prodotto finito in funzione dei coefficienti di impiego riportati nella distinta base dell’articolo. Il passo successivo comporta il nettificare tali quantità in funzione delle giacenze disponibili, degli ordini aperti (di acquisto o produzione) e delle quantità già impegnate (per impegnate si intendono già destinate a produzioni schedulate precedentemente):
fabbisogno netto= fabbisogno lordo – giacenza – ordini aperti + quantità impegnata
calcolato il fabbisogno netto, risulta opportuno tempificare l’emissione degli ordini in modo tale che, noti i lead time, la merce sia disponibile negli istanti di tempo corretti (né prima né dopo la manifestazione della necessità). In questo modo si ottimizzano le scorte di magazzino, evitando accumuli dispendiosi in assenza di una reale necessità piuttosto che carenze improvvise di materiali.
Un esempio potrebbe essere il fabbisogno di bottiglie di vetro (BOT01L) del codice prodotto OE0001 “olio extravergine lt 1” in funzione ad esempio di una scorta di sicurezza pari a 500 pezzi e di un ordine già aperto di 1.500 pezzi (corrispondente al lotto minimo d’acquisto concordato con il fornitore e con consegna stimata nella seconda settimana), che il lead time garantito dal fornitore (tempo che intercorre dalla presa dell’ordine alla consegna delle bottiglie) è pari a 3 settimane e che sono presenti 3.000 bottiglie a scorta da subito. Conosciuto il piano di produzione del codice OE0001 (definito nell’immagine precedente) si riporta il calcolo del fabbisogno della bottiglia di vetro (cod. BOT01L) tabella seguente.
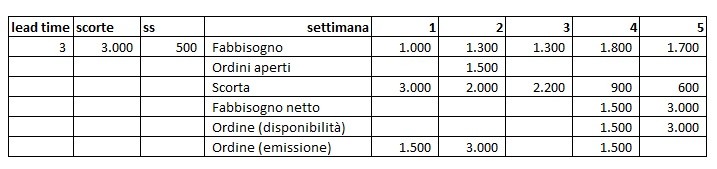
Ecco cosa succede nei vari periodi:
- La prima settimana – il fabbisogno lordo è pari a 1.000 bottiglie e può essere completamente sopperito grazie alla giacenza iniziale di 3.000 pezzi. È necessario emettere un ordine d’acquisto per soddisfare la domanda legata alla settimana n°4 (pari a 1.500 bottiglie di ordine minimo).
- La seconda settimana – la giacenza si è ridotta a 2.000 pezzi (3.000-1.000) a cui si aggiungono le 1.500 bottiglie incluse nell’ordine aperto. La programmazione di un ordine d’acquisto di 3.000 pezzi fronteggia il fabbisogno della quinta settimana.
- La terza settimana – la scorta di 2.200 pezzi, sufficiente per il fabbisogno del periodo, si genera partendo dalla giacenza della seconda settimana (2.000 bottiglie). A questa si somma l’ordine aperto (1.500 pezzi) e si sottrae la quantità impiegata per soddisfare il fabbisogno della settimana n° 2 (1.300 pezzi).
- La quarta settimana – i 900 pezzi a scorta (2.200-1.300) non sono sufficienti per evadere la domanda di periodo, pertanto si genera un fabbisogno netto di 900 pezzi (1.800 – 900). L’ordine come da accordi deve comprendere minimo 1.500 bottiglie. Siccome il lead time di approvvigionamento è pari a 3 settimane, la schedulazione dell’ordine deve avvenire la settimana n°1.
- La quinta settimana – i 600 pezzi di giacenza di inizio periodo (900+1.500-1.800) non sono sufficienti a fronteggiare il fabbisogno stimato di 1.700 bottiglie. La disponibilità di altri 1.500 pezzi consentirebbe di evadere la domanda ma la giacenza finale sarebbe pari a 400 bottiglie (600+1.500-1.700). Al fine del mantenimento di 500 pezzi quale scorta di sicurezza, l’ordine di acquisto deve includere 3.000 pezzi.
E così via per le altre settimane…
Semplice vero?…forse non molto se immaginiamo i nostri clienti, magari piccoli imprenditori alle prese con l’obbligo del 2086 c.c. e senza grandi risorse da impegnare nell’acquisto di software evoluti da adibire al controllo di gestione della propria azienda.
Come fare allora?
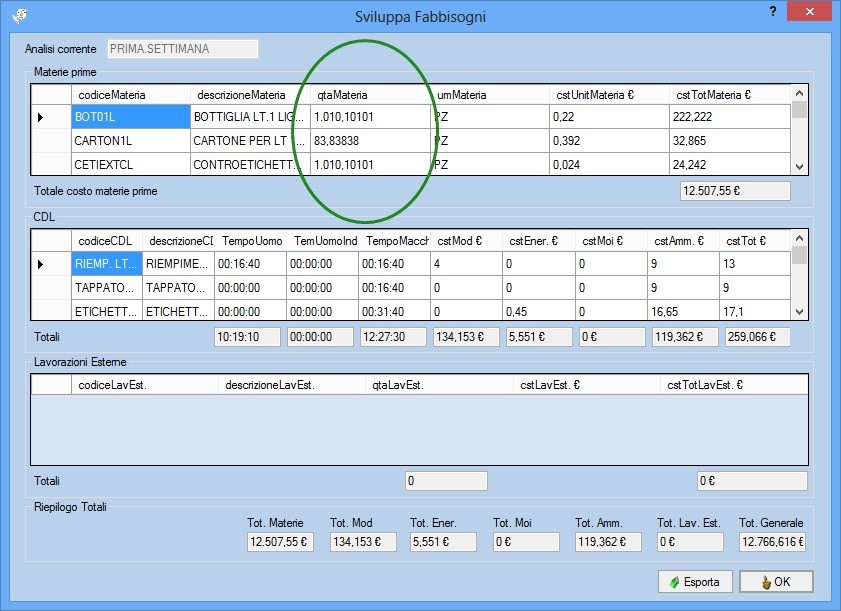
Come controller dedito alla consulenza verso piccole realtà, difronte a scelte difficili, ho sempre operato nel modo più semplice che potesse garantirmi il massimo risultato. La mia esperienza potrebbe essere riassunta nel seguente modo: l’imprenditore oleario riprende il codice OE0001 per un totale di 1.000 pezzi preventivati nell’MPS della prima settimana (a cui somma gli altri due codici oggetto della prima tabella di questo articolo). Carica codici e quantità sul software bussolastar (o analoghi. Figura sotto)
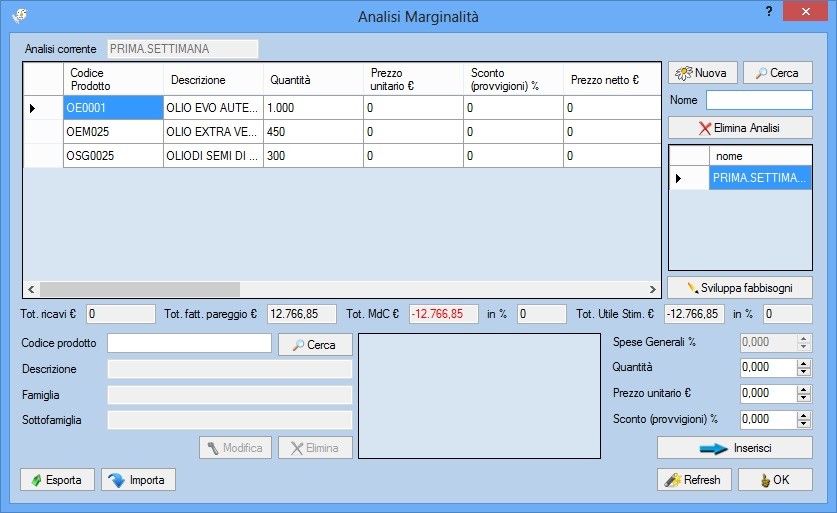
a seguire esplode i fabbisogni lordi di tutti i componenti (non solo quindi le bottiglie) caratterizzanti la prevista produzione (screen shot seguente. E’ possibile leggere, rispetto il codice BOT01L, 1.010 unità e non 1.000 in quanto previsto un 1% di scarto)
Ottenere come primo risultato il fabbisogno lordo di tutti i componenti da utilizzare, già di per sé, è un ottimo traguardo raggiunto dal piccolo imprenditore. Con qualche accortezza si può provare ad andare avanti nei calcoli qualora chiaramente non sia trattata una grande mole di dati (non più di qualche centinaio di componenti).
Da qui in poi lo sviluppo dei fabbisogni netti può essere eseguito interrogando codice materia per codice materia il software di magazzino (se presente e/o incrociando i dati tramite fogli elettronici) oppure controllando fisicamente le giacenze dei componenti. Allo stesso modo si agisce in merito all’aggiunta di eventuali ordini di materiali già in essere. Per quanto riguarda l’impegnato, trattandosi di una schedulazione al più realizzata di settimana in settimana non dovrebbero esserci grossi problemi ad escluderlo.
Chiaramente questa è una “riflessione pratica” riferita a piccole o piccolissime realtà (di modesta complessità); di artigiani ad esempio con un milione di euro di fatturato o anche meno, ai quali non può essere richiesto uno sforzo tale da garantirsi il supporto di un ERP come software di base ma, contestualmente, non può essere vita natural durante negato loro un approccio più professionale alla gestione dell’impresa solo perché di ridotte dimensioni.
Come spesso accade la verità ricade nel mezzo e, considerati gli ultimi obblighi in merito alla riforma della crisi d’impresa, sono assolutamente certo che una gestione più scientifica (seppur non integrata come lo potrebbe essere con un ERP) non possa che giovare all’imprenditore (che migliora i propri conti e tiene a bada gli alert) e al commercialista che aiuta l’imprenditore, garantendo la salute del cliente nonché l’erogazione di un nuovo servizio in modo proficuo e continuativo. L’adozione di soluzioni software integrate e più evolute potrebbe essere argomento da riprendere in merito ad un’eventuale crescita futura della dimensione aziendale.
Scopri le nuove date del nostro corso in “Controllo di Gestione e Crisi d’Impresa”. Per maggiori info, programma e prenotazioni clicca qui.